IMPIANTO PER ASSEMBLAGGIO, COLLAUDO E IMBALLO DI PRESSOSTATO
Scheda Tecnica
Settore
Home appliances
Prodotto
Pressostato
Componenti per modello
Dimensioni
Layout
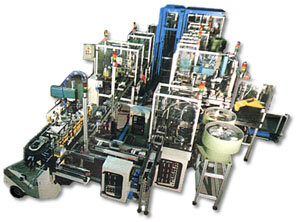
Linea (16 m) semiautomatica con 4 stazioni, interfacciata con linea a quadrilatero corredata di 26 stazioni automatiche, 2 postazioni manuali per il montaggio, 2 stazioni automatiche per la taratura a pressioni differenziate e 1 stazione automatica per l’imballaggio, 1 tratto lineare parallelo per il recupero scarti.
Operazioni principali
Nella prima linea sono eseguite le operazioni seguenti: carico della base, carico dei connettori, alimentazione e fissaggio delle due viti, trasferimento alla linea principale. Sulla linea principale ci sono solo due operatori. Uno monta un meccanismo a leva, mentre l'altro è dedicato alla riparazione dei pressostati scarti. Tutte le altre attività vengono eseguite in automatico, tra cui carico di due alberi, rivettatura di alberi, applicando il meccanismo a leva, rivettatura orbitale degli alberi, applicando grasso sul meccanismo a leva, taglio sagomato e carico del diaframma in gomma, carico di piastra di fissaggio, alimentazione e fissaggio delle sei viti, ribaltamento del pezzo, carico della rondella, di due molle di carico, carico due rondelle, carico due dadi, impostando il pressostato per pressioni differenziali (2-3-6-10 bar) , marcatura, carico etichetta con istruzioni, carico della piastra di copertura, saldatura della piastra di copertura, carico del coperchio, fissaggio della copertura con dado di fissaggio, scarico della scatola di cartone, carico pezzo finito nella scatola e quindi impilamento di 25 pressostati contemporaneamente. Ogni stazione automatica ha una funzione di controllo integrata per verificare che l'operazione sia stata eseguita correttamente, con monitoraggio dei guasti, per discriminare tra attivazione o by-pass delle stazioni che seguono. Prima della regolazione della pressione differenziale, tutti i pressostati che hanno registrato un errore durante il montaggio vengono deviati su una linea parallela, su cui il secondo operatore esegue la riparazione necessaria, guidata da display per la lettura della causa di scarto di ogni singolo interruttore. La linea di assemblaggio è monitorata da un controllore master che raccoglie i dati e fornisce statistiche sulle prestazioni raggiunte.
Galleria fotografica